
تاببرداشتگی قطعه یکی از پرهزینهترین مشکلات تولید است. در این مقاله ۵ راهکار قطعی برای رفع تابیدگی و کاهش ضایعات در تزریق پلاستیک را بررسی میکنیم.
وقتی علت تاب برداشتن قطعه پلاستیکی وقتی علت به ضرر مالی تبدیل میشود
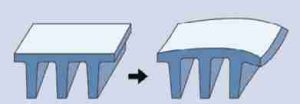
در خطوط تولید تزریق پلاستیک، هیچ مشکلی به اندازه تاببرداشتگی قطعه پلاستیکی، هزینهزا و زمانبر نیست. قطعهای که قرار است دقیق و مطابق طراحی از قالب بیرون بیاید، گاهی با اعوجاج (Warpage) و انحراف ابعادی خارج میشود. همین تغییر شکل کوچک میتواند باعث از بین رفتن تلرانسها، سختی در مونتاژ و افزایش ضایعات شود.
وقتی علت تاب برداشتن قطعه پلاستیکی به درستی شناسایی نشود، نهتنها کیفیت محصول افت میکند، بلکه خط تولید درگیر آزمونوخطا میشود. این موضوع هزینه مواد اولیه، مصرف انرژی و حتی استهلاک دستگاه را افزایش میدهد.
در واقع، تابیدگی نتیجه مستقیم انقباض ناهمسان در تزریق پلاستیک است؛ یعنی بخشهایی از قطعه سریعتر از بقیه سرد و منجمد میشوند و همین اختلاف حرارتی، تنشهای داخلی را آزاد میکند. حاصل آن، قطعهای است که پس از خروج از قالب تمایل دارد به شکل طبیعی خود برگردد — یعنی تاب میخورد.
تجربه مهندسان میلان کالا پلاست نشان میدهد که در اغلب خطوط تولید، علت اصلی تاب برداشتن قطعه پلاستیکی نه نقص مواد، بلکه تنظیمات نادرست فرآیند تزریق است. به همین دلیل در این مقاله، با نگاهی کاملاً مهندسی و کاربردی، به بررسی سه عامل کلیدی (فشار هولدینگ، زمان خنککاری و تنش پسماند) میپردازیم و در پایان، ۵ راهکار قطعی برای رفع تابیدگی ارائه خواهیم داد.
علت تاب برداشتن قطعه پلاستیکی
بخش اول: تنش پسماند در قطعات پلاستیکی؛ عامل پنهان تابیدگی
یکی از دلایل اصلی تاب برداشتن قطعه پلاستیکی، وجود تنش پسماند در ساختار آن است. تنش پسماند در قطعات پلاستیکی در واقع انرژی فشردهشدهای است که در زمان تزریق و خنککاری درون قطعه باقی میماند. این انرژی ذخیرهشده، بهمرور زمان یا پس از خروج از قالب آزاد میشود و موجب تغییر شکل قطعه میگردد.
چرا تنش پسماند ایجاد میشود؟
در فرآیند تزریق، پلیمر مذاب در قالبی با دمای پایین تزریق میشود. بخشهایی که زودتر با دیواره تماس دارند سریعتر سرد میشوند، در حالی که مرکز قطعه هنوز داغ است. این تفاوت دمایی، باعث انقباض ناهمسان میشود. زمانی که قالب باز میشود، نیروهای داخلی در جهت آزادسازی این اختلاف انقباض عمل کرده و تابیدگی ظاهر میشود.
نشانههای وجود تنش پسماند
- تابخوردگی تدریجی در قطعه پس از چند ساعت از تولید
- تغییر شکل در قطعات تخت یا نازک پس از مونتاژ
- ترکهای مویی در سطح یا کنارهها
- سختی در خارج شدن از قالب یا قفلشدگی
عوامل مؤثر بر افزایش تنش پسماند
- دمای ذوب پلیمر بیش از حد بالا: باعث افزایش اختلاف دمای مرکز و سطح میشود.
- سرعت تزریق زیاد: فشار داخلی بالا و توزیع نامتعادل تنش را در پی دارد.
- طراحی نامناسب راهگاه قالب: موجب پرشدگی غیریکنواخت و تجمع تنش در یک ناحیه خاص میشود.
- کاهش بیش از حد زمان خنک کاری در قالب تزریق: قطعه قبل از رسیدن به دمای پایدار خارج میشود و در نتیجه دچار اعوجاج میگردد.
راهکارهای کاهش تنش پسماند
- تنظیم دقیق دمای قالب و مذاب بر اساس نوع پلیمر (مثلاً برای ABS بین ۲۳۰ تا ۲۶۰ درجه سانتیگراد).
- تنظیم مرحله فشار هولدینگ برای جبران انقباض حجمی.
- افزایش زمان خنک کاری در قالب تزریق برای رسیدن به دمای تعادل.
- طراحی سیستم راهگاه متقارن برای جریان یکنواخت ماده.
در مجموع، اپراتور باید توجه کند که قطعه «ظاهر سالم» ممکن است در درون خود پر از تنش باشد. تنش پسماند دیر یا زود خود را نشان میدهد و معمولاً در قالب تابیدگی یا شکست قطعه بروز میکند.
بخش دوم: تأثیر فشار هولدینگ بر تابیدگی قطعه پلاستیکی
در میان تمام پارامترهای تزریق پلاستیک، مرحله فشار هولدینگ یا Holding Pressure یکی از حساسترین و در عین حال تأثیرگذارترین بخشها بر کیفیت نهایی قطعه است.
در این مرحله، پس از پر شدن کامل قالب، دستگاه تزریق با فشار ثابتی مذاب را به داخل قالب «نگه میدارد» تا انقباض ناشی از خنک شدن جبران شود. هرگونه خطا در تنظیم این فشار، میتواند مستقیماً علت تاب برداشتن قطعه پلاستیکی باشد.
چرا فشار هولدینگ در تابیدگی نقش کلیدی دارد؟
در زمان سرد شدن، پلیمر حجم خود را کاهش میدهد. اگر فشار هولدینگ خیلی پایین باشد، مواد مذاب در نواحی ضخیمتر بهاندازه کافی متراکم نمیشوند و حفرات ریز (shrinkage cavity) به وجود میآیند. از طرف دیگر، اگر فشار بیشازحد بالا باشد، مذاب بیشازحد متراکم شده و تنش فشاری در دیوارهها ایجاد میشود.
در هر دو حالت، اختلاف تنش بین نواحی مختلف قطعه شکل میگیرد و پس از خروج از قالب، همین اختلاف به صورت تابیدگی یا انحنا خود را نشان میدهد.
به عبارت دیگر، فشار هولدینگ همان مرحلهای است که باید تعادل بین تراکم، انقباض و انجماد برقرار شود. هرگونه بیتوجهی در این نقطه، مسیر تابیدگی را هموار میکند.
نشانههای تنظیم نادرست فشار هولدینگ
فشار کم: ایجاد فرورفتگیهای سطحی (Sink Mark) و تاب در نواحی مرکزی.
فشار زیاد: ترکهای مویی، انحنای لبهها و شکستهای ظریف در قطعات نازک.
زمان هولدینگ کوتاه: خروج زودهنگام فشار جبرانی و آزاد شدن تنش قبل از انجماد کامل.
زمان هولدینگ طولانی: فشار بیشازحد در مرحله انجماد و افزایش تنش فشاری در دیوارهها.
چطور فشار هولدینگ را برای جلوگیری از تاببرداشتگی تنظیم کنیم؟
تعیین نقطه تعادل بین فشار و زمان:
مقدار فشار باید به اندازهای باشد که فضای خالی ناشی از انقباض را جبران کند، اما اجازه تغییر فرم در مرحله خنککاری را ندهد.
در اغلب موارد، فشار هولدینگ حدود ۵۰ تا ۷۰ درصد فشار تزریق اصلی تنظیم میشود.
افزایش تدریجی و نه ناگهانی:
افزایش ناگهانی فشار در لحظه ورود به مرحله هولدینگ، تنش آنی شدیدی در مذاب ایجاد میکند. بهتر است منحنی فشار بهصورت تدریجی بالا برود.
هماهنگی با زمان خنک کاری در قالب تزریق:
اگر زمان خنککاری کوتاه باشد، حتی بهترین تنظیم فشار نیز نتیجهای نخواهد داشت. قطعه باید تا رسیدن به دمای پایدار در قالب بماند تا تنشها در وضعیت کنترلشده آزاد شوند.
استفاده از دادههای واقعی تولید:
هر قالب، پلیمر و ضخامت قطعه رفتار خاص خود را دارد. با ثبت دادههای واقعی (نمودار فشار–زمان) میتوان الگوی دقیق برای هر محصول ایجاد کرد.
پایش دمای قالب:
در قطعات بزرگ یا چندحفرهای، اختلاف دما بین حفرهها باعث اختلاف در زمان انجماد و در نتیجه تفاوت در واکنش به فشار هولدینگ میشود. کنترل دمای قالب در محدوده بهینه، این مشکل را کاهش میدهد.
مثال عملی از تجربه میلان کالا پلاست
در یکی از پروژههای تولید قطعات بدنه لوازم خانگی، تیم مهندسی میلان کالا پلاست با تابیدگی مکرر در گوشههای قطعه مواجه شد. بررسی دادههای فرآیند نشان داد که فشار هولدینگ تنها ۴۵٪ فشار تزریق تنظیم شده بود. با افزایش مرحلهای فشار تا ۶۵٪ و افزودن ۰.۸ ثانیه به زمان هولدینگ، تابیدگی کاملاً برطرف شد و ابعاد قطعه در محدوده تلرانس تثبیت گردید.
این نمونه بهخوبی نشان میدهد که تأثیر فشار هولدینگ بر تابیدگی قطعه فقط در تنظیم مقدار نیست، بلکه در هماهنگی آن با زمان و دمای قالب معنا پیدا میکند.
جمعبندی بخش دوم
پایدار نگه داشتن شکل قطعه در مرحله انجماد، وابسته به تنظیم دقیق فشار هولدینگ است. فشار بیش از اندازه، تنش فشاری؛ و فشار کم، انقباض ناهمسان ایجاد میکند.
اپراتور حرفهای باید منحنی تزریق و هولدینگ را طوری تنظیم کند که نیروی تزریق، همزمان با انجماد کامل، بهتدریج کاهش یابد.
بخش سوم: مدیریت زمان و دما؛ نقش زمان خنک کاری در قالب تزریق در جلوگیری از تابیدگی
اگر بخواهیم علت تاب برداشتن قطعه پلاستیکی را در یک جمله خلاصه کنیم، باید گفت: شتابزدگی در خنککاری و خروج قطعه از قالب، دشمن پایداری ابعادی است.
بسیاری از اپراتورها برای افزایش سرعت تولید، زمان خنک کاری را کاهش میدهند تا سیکل تزریق کوتاهتر شود. اما در عمل، این کار موجب میشود قطعه پیش از تثبیت کامل ساختار مولکولی از قالب خارج شود و در نتیجه، تابیدگی و اعوجاج ظاهر شود.
چرا زمان خنک کاری در قالب تزریق حیاتی است؟
در مرحله خنککاری، حرارت از مذاب به دیوارههای قالب منتقل میشود تا پلیمر به حالت جامد برسد. اما اگر اختلاف دمای زیادی میان سطح و مرکز قطعه وجود داشته باشد، بخشهای داخلی هنوز در حال انقباضاند در حالی که سطح بیرونی کاملاً منجمد شده است. همین اختلاف انقباض، عامل اصلی تابیدگی است.
به بیان دیگر، زمانی که قطعه هنوز «زنده» است، یعنی دمای درونی آن بالاتر از دمای تبلور یا انجماد است، هر گونه فشار یا انقباض جدید میتواند ساختار آن را تغییر دهد.
عوامل مؤثر بر زمان خنک کاری در قالب تزریق
- ضخامت قطعه: هرچه ضخامت بیشتر باشد، زمان خنککاری بهصورت نمایی افزایش مییابد.
- جنس پلیمر: پلیمرهایی مانند PP یا PE به زمان خنککاری طولانیتری نسبت به پلیکربنات نیاز دارند.
- دمای قالب: قالب سردتر موجب انجماد سریعتر اما تنش بیشتر میشود، در حالی که قالب گرمتر موجب انجماد آهستهتر ولی توزیع تنش یکنواختتر میگردد.
- طراحی مدار خنککننده: چیدمان غیراصولی کانالهای آب در قالب، باعث نواحی داغ (Hot Spot) میشود که منبع اصلی تاببرداشتگی هستند.
تنظیم بهینه دما و زمان برای جلوگیری از تابیدگی
- بهینهسازی دمای قالب:
محدوده دمایی قالب باید طوری تنظیم شود که انجماد ماده بهصورت یکنواخت در سراسر حجم انجام گیرد. برای مثال در تزریق پلیپروپیلن، دمای قالب بین ۴۰ تا ۶۰ درجه سانتیگراد توصیه میشود تا تنش حرارتی حداقل شود. - استفاده از سیستم خنککننده متوازن:
در قالبهای چندحفرهای، باید اطمینان حاصل شود که همه حفرهها با سرعت و دمای مشابه خنک میشوند. عدم تقارن در جریان آب خنککننده، تفاوت انقباضی ایجاد میکند و در نتیجه تابیدگی در جهت خاصی رخ میدهد. - پایش دمای خروجی قالب با سنسور:
استفاده از ترموکوپل یا سنسور دیجیتال برای کنترل لحظهای دمای قالب، راهی مؤثر برای تشخیص زودهنگام عدم تعادل حرارتی است. - افزایش مرحلهای زمان خنک کاری:
در صورت مشاهده تابیدگی، افزودن ۰٫۵ تا ۱ ثانیه به زمان خنک کاری در قالب تزریق، معمولاً باعث بهبود چشمگیر در ابعاد قطعه میشود.
مثال واقعی از خطوط تولید میلان کالا پلاست
در یکی از پروژههای تولید جار شفاف مواد غذایی، با وجود فشار مناسب و دمای مذاب استاندارد، قطعات در بخش گلویی دچار تابیدگی میشدند. تیم مهندسی میلان کالا پلاست با بررسی پروفایل دمای قالب متوجه شد که مدار خنککننده بخش گلویی ۵ درجه گرمتر از سایر نقاط است.
با افزایش دبی آب خنککننده و افزودن تنها ۰٫۷ ثانیه به زمان خنک کاری، تابیدگی کاملاً از بین رفت و نرخ ضایعات از ۹٪ به کمتر از ۱٪ کاهش یافت.
ارتباط میان زمان خنک کاری و فشار هولدینگ
باید توجه داشت که زمان خنک کاری در قالب تزریق و فشار هولدینگ دو عامل بههمپیوستهاند. فشار در مرحله هولدینگ باعث تراکم مذاب میشود، اما اگر زمان خنککاری کافی نباشد، همان فشار پس از خروج قالب به صورت تنش پسماند عمل میکند.
بنابراین درک همزمان هر دو پارامتر برای حذف علت تاب برداشتن قطعه پلاستیکی ضروری است.
جمعبندی بخش سوم
تاببرداشتگی نتیجه مستقیم توزیع غیر یکنواخت دما و زمان خنککاری است. هر چه فرآیند سرد شدن آرامتر، متوازنتر و قابل کنترلتر انجام گیرد، احتمال تاب خوردن قطعه کمتر خواهد بود. اپراتور حرفهای باید بداند که چند ثانیه اضافه در خنککاری، بهتر از ساعتها دوبارهکاری روی قطعات تابخورده است.
بخش چهارم: ۵ راهکار قطعی برای رفع علت تاب برداشتن قطعه پلاستیکی در قطعات تزریقی
تا اینجا آموختیم که علت تاب برداشتن قطعه پلاستیکی میتواند از سه منبع اصلی یعنی تنش پسماند، فشار هولدینگ و زمان خنک کاری در قالب تزریق ناشی شود.
حال اگر این پدیده در خط تولید شما در حال وقوع است، باید بدانید که رفع آن فقط با آزمون و خطا ممکن نیست؛ بلکه نیازمند مجموعهای از اقدامات هدفمند و هماهنگ است.
در این بخش، ۵ راهکار قطعی و عملی را بررسی میکنیم که در پروژههای واقعی میلان کالا پلاست بارها باعث رفع کامل تابیدگی شدهاند.
✅ ۱. کنترل دقیق دمای قالب و تعادل حرارتی
از ترموکوپل یا سنسور دیجیتال برای پایش لحظهای دمای قالب استفاده کنید.
اختلاف دمای بیش از ۳ تا ۵ درجه بین بخشهای مختلف قالب میتواند تنش حرارتی و انقباض ناهمسان ایجاد کند.
در قالبهای چندحفرهای، جریان آب را بهصورت موازی طراحی کنید تا حرارت به شکل متقارن منتقل شود.
برای قطعات بزرگتر، استفاده از سیستم خنککننده دو مداره (Dual Circuit Cooling) پیشنهاد میشود.

Mold-Masters-iFlow-Manifold-Angle
✅ ۲. تنظیم فشار هولدینگ بهصورت تدریجی و هدفمند
فشار هولدینگ باید در محدوده ۵۰ تا ۷۰ درصد فشار تزریق قرار گیرد.
افزایش ناگهانی فشار در مرحله هولدینگ تنش فشاری ایجاد میکند، پس از منحنی صعودی نرم استفاده کنید.
در صورت مشاهده تابیدگی در بخش خاصی از قطعه، افزایش مرحلهای فشار هولدینگ به مدت ۰٫۵ ثانیه معمولاً نتایج قابلتوجهی دارد.
توصیه کاربردی:
در صفحه آموزش اپراتوری دستگاه تزریق
میتوانید نحوه تنظیم دقیق فشار هولدینگ و بررسی نمودار فشار-زمان را بهصورت تصویری مشاهده کنید.
✅ ۳. افزایش زمان خنک کاری در قالب تزریق تا دمای تعادل
قطعه را زمانی از قالب خارج کنید که دمای مرکزی آن به محدوده زیر دمای تبلور پلیمر رسیده باشد.
خروج زودهنگام قطعه از قالب باعث آزاد شدن ناگهانی تنشها و تاب خوردن آن میشود.
در صورت مشاهده اعوجاج، افزودن تنها ۰٫۵ تا ۱ ثانیه به زمان خنککاری میتواند تفاوت چشمگیری ایجاد کند.
نکته مهندسی:
در پروژههای صنعتی میلان کالا پلاست، حتی اختلاف ۲ درجه در دمای آب خنککننده منجر به تابیدگی در بخشهای لبهای قالب شده است.
✅ ۴. اصلاح طراحی سیستم راهگاه و موقعیت دروازه تزریق
طراحی نامتقارن راهگاه، باعث پر شدن غیرهمزمان حفره و تجمع تنش در نواحی خاص میشود.
بررسی مسیر جریان مذاب با نرمافزارهای شبیهسازی مانند Moldflow یا Moldex3D کمک میکند تا محل مناسب دروازه و تعادل جریان مشخص شود.
در صورت عدم دسترسی به نرمافزار، میتوان با آزمایش تزریق نیمهپر، الگوی جریان را بهصورت تجربی مشاهده کرد.
توصیه:
حتی تغییر کوچک در زاویه ورود مذاب یا افزودن یک بالانس کوچک در راهگاه میتواند تاببرداشتگی را تا ۸۰٪ کاهش دهد.
✅ ۵. استفاده از مواد اولیه با کیفیت و خشک کردن مناسب
رطوبت در پلیمرهایی مانند ABS یا Nylon 6 در زمان تزریق موجب تبخیر بخار و ایجاد حبابهای داخلی میشود که منشأ تنش و تابیدگی هستند.
قبل از تزریق، مواد باید در دمای استاندارد و به مدت کافی در خشککن قرار گیرند (برای ABS معمولاً ۸۰ درجه به مدت ۲ ساعت).
استفاده از مستربچ و افزودنیهای استاندارد نیز در کنترل انقباض مؤثر است.
جمعبندی و نتیجهگیری
علت تاب برداشتن قطعه پلاستیکی را نمیتوان به یک عامل محدود کرد؛ بلکه نتیجه ترکیب چندین متغیر فرآیندی است. از تنش پسماند گرفته تا فشار هولدینگ و زمان خنک کاری در قالب تزریق، همگی در سرنوشت شکل نهایی قطعه نقش دارند.
اپراتور یا مدیر تولید حرفهای باید نگاه سیستمی داشته باشد و بداند که هر تغییر جزئی در فشار، دما یا طراحی قالب، مستقیماً بر تابیدگی تأثیر میگذارد.
در نهایت، برای حفظ طول عمر قالب و تداوم پایداری تولید، مطالعه صفحه زیر توصیه میشود:
👉 تعمیر و نگهداری قالبهای تزریق
اگر در خط تولید خود با مشکلاتی مانند تابیدگی، تغییر ابعاد یا افزایش ضایعات روبهرو هستید، تیم فنی میلان کالا پلاست آماده است تا با تجربه مستقیم در تنظیم پارامترهای تزریق، به شما در بهینهسازی فرآیند کمک کند.
برای دریافت مشاوره تخصصی یا رزرو بازدید فنی، از طریق فرم تماس در سایت milankala.ir
اقدام کنید.








